
Building Thick Film Stencils for High Density Printing
Recently we've received numerous inquiries regarding producing very thick stencils used to print a special effect referred to as "high density printing." Although you should check with your ink manufacturer for guidance regarding stencil thickness, specialized inks and printing techniques, we offer the following general tips to assist you in obtaining results of the highest standard.
Several approaches can be used to create stencils ranging from 150 to possibly even 700 microns. One is to "cast" a direct emulsion of the desired thickness. This is accomplished by coating a coarse screen with film or emulsion, allowing it to dry, then building a dam to contain the additional liquid emulsion which will produce a thick stencil when dried. Difficulty in controlling stencil thickness and extremely long drying times make this a less than desirable approach.
A superior method relies upon capillary film to achieve the desired stencil thickness. This produces a stencil of controlled and repeatable thickness and also enables you to produce the numerous variations in stencil thickness required to achieve a variety of effects.
SBQ-sensitized capillary film is recommended for this process because of its exposure speed. SBQ is transparent, unlike diazo sensitizers which harden by decomposing the diazo as the exposure moves through the layer. A thicker stencil requires a longer exposure time. SBQ-sensitized capillary film exposes in 1/8 the time of comparable diazo films.
Ulano presently manufactures six SBQ films suitable for laminating to produce thick stencils: CDF/QT-30, -50, -90, -150, -200, -250 (the numbers are the respective thicknesses in microns), and we expect to have a 400 micron film available shortly. These films can be applied to a wet screen in the traditional application method, or can be laminated in limitless combinations to achieve the desired result.
There are various techniques employed to produce thick stencils with capillary film. Applying the film to a wet screen in the traditional manner is the fastest and easiest method, and can produce an exposure-ready screen in minutes.
Direct/indirect application provides another way to adhere the film. This method retains the thickness of the capillary film outside the structure of the mesh and encapsulates the mesh, resulting in a stencil with the durability of a direct emulsion stencil. The traditional wet process results in the film penetrating approximately 1/2 of the fabric thickness. Additional applications of CDF/QT film should be applied with CDF/QT coating solution to create the bond.
EXPERIMENTAL
The following results were produced in the Ulano Applications Laboratory:
1) We applied 1 sheet each of CDF/QT-150, CDF/QT-200, and CDF/QT-250 to a 110 mesh (115 microns) screen using the wet method. Each stencil lost approximately 50 microns into the mesh upon application, yielding stencils 100, 150 and 200 microns proud of the mesh.
2) We applied 1 sheet each of CDF/QT-150, CDF/QT-200, and CDF/QT-250 to a 110 mesh (115 microns) screen using the direct/indirect method. Each stencil lost approximately 25 microns into the mesh upon application, yielding stencils of 125, 175, and 225 microns proud of the mesh. A proportional amount can be expected with CDF/QT-400.
3) We applied 2 sheets of 90 micron CDF/QT-90 plus one sheet of 50 micron CDF/QT-50 to a 110 mesh (115 microns) screen using the direct/indirect method for the first application and CDF/QT coating solution for the two additional sheets. This method resulted in a stencil which was 227 microns proud of the mesh.
The following step-by-step procedure is recommended to produce high quality, consistent, thick stencils using the direct/indirect method to apply the film, and also illustrates the laminating technique for production of even thicker stencils or those of odd intermediate thicknesses.
Supply and tool list:
|
 |
| 1) Place one sheet of newsprint on a clean, flat, surface. Position one sheet of CDF/QT Thick Film, emulsion side up, on the newsprint. Place the screen over the film, substrate side to the film. Apply Mylar tape around the perimeter of the screen sealing up to the edge of the film. |  |
| 2) Apply a bead of QTX Direct Emulsion across the top of the screen. (It is our experience that this can be a very messy process. Dispense the QTX from a squeeze bottle to avoid the mess.) | 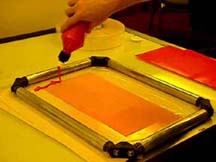 |
| 3) Draw the emulsion across the film with one "print-like" stroke. |  |
| 4) Immediately remove the Mylar masking tape to remove the excess emulsion. |  |
| The film is now adhered to the screen. |  |
| 5) CDF/QT Thick Film may be "piggy-backed" to achieve an even thicker stencil or one having a special "in-between" thickness. Dry the screen (with film applied by either the traditional wet method or the direct/indirect method) until the backing sheet on the CDF/QT Thick Film releases easily. (While waiting for the screen to dry, prepare CDF/QT coating solution. Mix 1 part QTX Direct Emulsion with 15 parts water. Allow solution to rid itself of bubbles before use.) |  |
| Prepare the second sheet of CDF/QT Thick Film. Wind the film, emulsion side out, onto the hollow tube. A tiny drop of water on the lead edge of the film (polyester side), will keep the film from unrolling.
Mask the open area, at the top of the screen, with Mylar tape to prevent the CDF/QT coating solution from softening the inside of the screen |
 |
| Cascade the CDF/QT coating solution down the surface of the film until it is fully wetted. |  |
| Placing fingers inside the core of the rigid tube, touch the lead edge of the film to the previously adhered film. Roll the film up, to secure the lead edge, and then proceed to roll the film down. Firm pressure must be applied as the film is rolled down. Use the core to force out any air or water bubbles. Wipe the back and perimeter of the screen, remove the Mylar tape, and dry the screen. |  |
| The laminating process can be repeated (wet, roll down, dry, peel) until desired stencil thickness is achieved. Additional applications of CDF/QT Thick Film can be used to build unlimited stencil thickness combinations. |  |
| 6) The stencil is ready for exposure. Due to the variety of stencil/mesh combinations, an exposure test must be performed. A Step Wedge Test, using a film-positive with detail comparable to the degree of detail of the image to be produced, is the most practical method. (Consult Ulano CDF and Direct Emulsion Technical Data Books for information on how to design a relevant exposure test.) Experience tells us that erring on the side of over-exposure is better than under-exposure (which causes your beautiful stencil to go down the drain). | 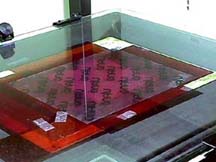 |
| 7) Expose the stencil and develop. Wash the exposed screen with a gentle spray of street pressure water or soak the screen in a tray to accelerate the process. A fully exposed stencil will be robust enough to withstand washing and soaking. Since resolution is relative to stencil thickness, you will not resolve a line finer than the overall thickness of the fabric and stencil (which in this case is considerable). |  |
 |
 |
| 8) Examine the finished stencil. Ensure that there is no evidence of residual scum. If scum is present, wash the stencil thoroughly before exposing the screen to white light. Dry the screen. | 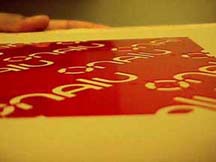 |
| 9) Evaluate your finished stencil, block-out with QTX Direct Emulsion, dry, and print. |  |
| If you require additional information, please contact Lawson at 1-800-325-8317. | |


